板子很厚無法一次性焊完、改善熱形變,可采取多層多道焊接。多層多道焊對改善焊接性能有著特殊作用,可提高焊縫金屬的質(zhì)量,特別是塑性。
多層焊包括多層單道焊和多層多道焊。一層焊縫可以由若干道焊道組成,如果坡口角度小,熔敷一道就可以是一層,坡口角度較大,熔敷兩道及以上焊道才能組成一層焊縫,就是多道焊。
當(dāng)焊接焊腳尺寸大于10mm的焊縫時,如果采用多層焊,則由于焊縫表面較寬,坡度較大,熔化金屬容易下垂,給操作帶來一定的困難。所以在實際生產(chǎn)中都采用多層多道焊。
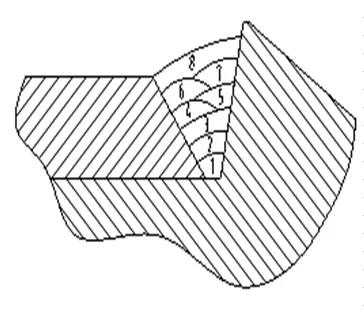
焊腳尺寸為10~12mm時,一般用兩層三道來完成。焊第一層(第一道)時,可采用較小直徑的焊條及較大焊接電流,用直線形運條法,收尾與多層焊的第一層相同。焊完后將熔渣清除干凈。焊第二道焊縫時,應(yīng)覆蓋不小于第一層焊縫的2/3,焊條與水平板的角度要稍大些,一般為45°~55°,以使熔化金屬與水平板很好熔合。焊條與焊接方向的夾角仍為65°~80°,用斜圓圈形或反鋸齒形運條,焊接時應(yīng)注意熔化金屬與水平板要很好熔合焊接第三道焊縫時,應(yīng)覆蓋第二道焊縫的1/3~1/2。焊條與水平板的角度為40°~45°,角度太大易產(chǎn)生焊腳下偏現(xiàn)象。一般采用直線形運條法,焊接速度要均勻,不宜太慢,因為速度慢了容易產(chǎn)生焊瘤,使焊縫成形不美觀。當(dāng)?shù)诙篮缚p覆蓋第一層大于2/3時,在焊接第三道時可采用直線往復(fù)運條法,以避免第三道焊縫過高。如果第二道覆蓋第一道太少時,第三道焊接時可采用斜圓圈運條法,運條時在垂直板上要稍作停留,以防止咬邊,這樣就能彌補由于第二道覆蓋過少而產(chǎn)生的焊腳下偏現(xiàn)象。
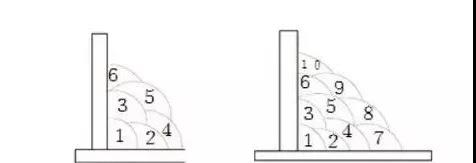
如果焊接焊腳尺寸大于12mm以上的焊件時,可采用三層六道、四層十道來完成, 如下圖所示。焊腳尺寸越大,焊接層數(shù)、道數(shù)就越多。
多層多道焊對改善焊接性能有著特殊作用,它不僅由于焊接線能量小可以改善焊接接頭的性能,而且由于后焊焊道對前一焊道及其熱影響區(qū)進(jìn)行再加熱,使加熱區(qū)組織和性能發(fā)生相變重結(jié)晶,形成細(xì)小的等軸晶,使塑性和韌性得到改善。
多層多道焊可以提高焊縫金屬的質(zhì)量,特別是塑性,這是因為后層(道)焊縫對前層(道)焊縫進(jìn)行了一次正火處理,因而改善了二次組織。對最后一道焊縫,可在其焊縫上再施焊一條退火焊道。
多層多道焊接方式是中厚板焊接的常用方式,并且一些高端的焊接領(lǐng)域,都要進(jìn)行熱處理。
多層多道焊接技巧
1、控制好焊接電流,特別是當(dāng)電流太小時容易夾渣。因此,焊接時電流要稍大點。
2、不運條或少運條,以減少變形。
3、每道焊縫焊完后,必須認(rèn)真清理焊渣,以減少焊縫的焊接缺陷。
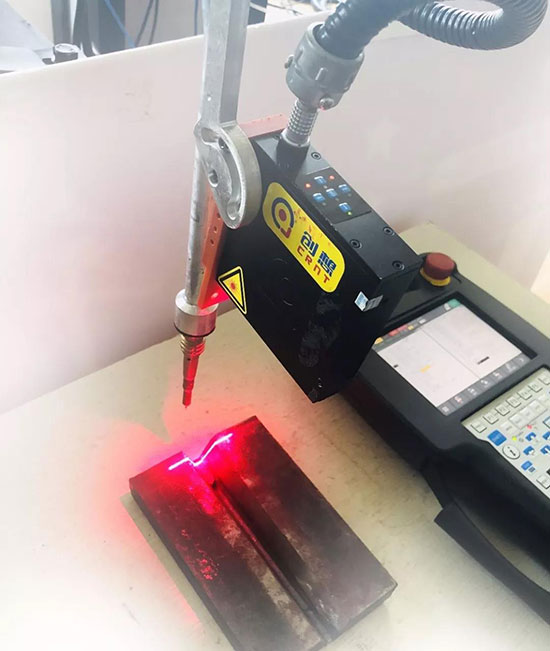
創(chuàng)想智控自主研發(fā)的機器人焊縫跟蹤系統(tǒng)可實現(xiàn)激光視覺二維檢測、非接觸式三維跟蹤。
實現(xiàn)機器人與控制系統(tǒng)的實時通訊
實現(xiàn)機器人焊縫跟蹤、焊縫尋位等功能
由創(chuàng)想智控自主研發(fā)的機器人焊縫跟蹤系統(tǒng)具有:
數(shù)字化和集成一體化結(jié)構(gòu);
在線實時檢測跟蹤多種焊縫,真正實現(xiàn)焊接自動化與智能化;
實現(xiàn)機器人與控制系統(tǒng)的實時通訊;
實現(xiàn)機器人焊縫跟蹤、焊縫尋位等功能的特點。
此系統(tǒng)目前可適配近40種機器人品牌,可以大幅度提高生產(chǎn)效率及焊接質(zhì)量,確保焊接安全及焊縫美觀。

案例1
所屬行業(yè):鋼結(jié)構(gòu)
焊縫類型:V字形
機器人類型:發(fā)那科
視頻產(chǎn)品功能特點:發(fā)那科自適應(yīng)多層多道焊接,第一層打底焊接并自動保存運動軌跡,第二,三層在第一層記錄的軌跡上偏置焊接,最后一層偏置第一層軌跡蓋面焊接。
視頻產(chǎn)品創(chuàng)新點:發(fā)那科自適應(yīng)多層多道功能焊接。
案例2
工件類型:大坡口工件
產(chǎn)品型號:RBT2
機器人類型:發(fā)那科
視頻產(chǎn)品特點:發(fā)那科多層多道焊接,第一層打底焊接并自動保存運動軌跡,第二層在第一層記錄的軌跡上向左偏移擺焊,第三層在第一層記錄軌跡上向右偏移擺焊,最后一層在第一層記錄軌跡上反方向擺焊蓋面
視頻產(chǎn)品創(chuàng)新點:發(fā)那科多層多道焊接可實現(xiàn)反方向擺焊蓋面。